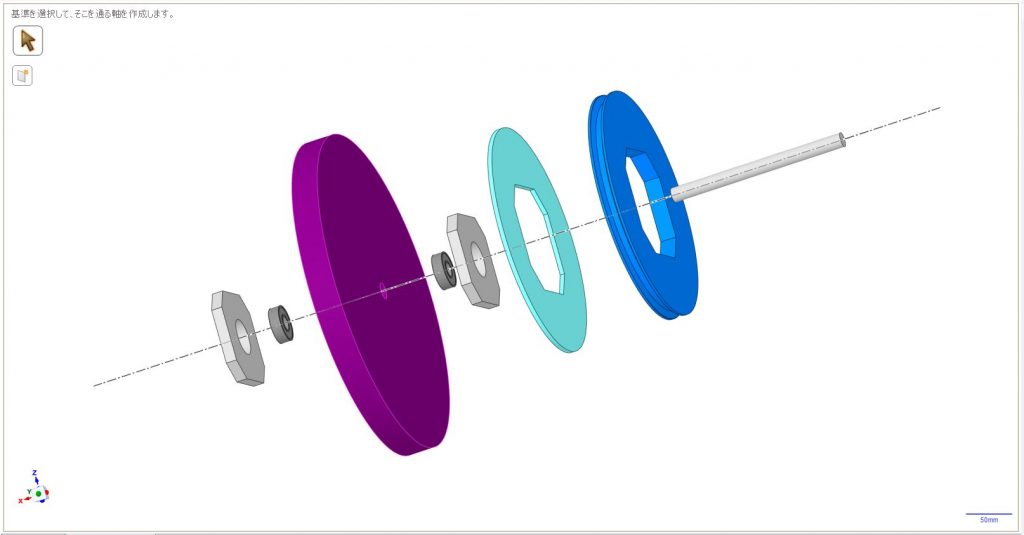
ホイールの製作方法には、2種類あります。1つはシャフトをフレームに固定して、ホイールのみ回転するもの、もう一つはシャフトをホイールに固定して、ホイールとシャフト一体で回転するもの。傾向としてはホイール径が小さいものは後者の方法を、径が大きいものは前者の方法を取るものが多いように思います。径が小さい場合入手しやすいボルトをシャフト替わりにして、ホイールをボルトで固定することで芯だしが容易な点が挙げられます。今回は径が大きいため前者の方法を取ります。2つのベアリングでホイールを支えるので、ベアリングの芯だしを正確にしないと回転ブレが発生してしまいます。この点、注意して製作していきます。

ベアリングを固定する軸受けを作成します。
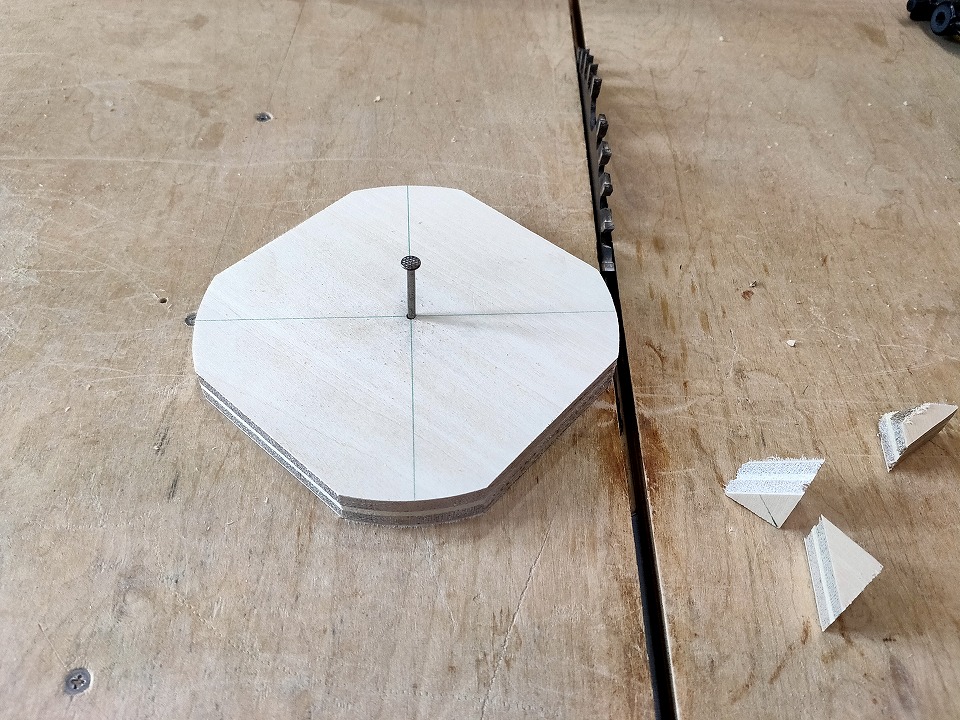
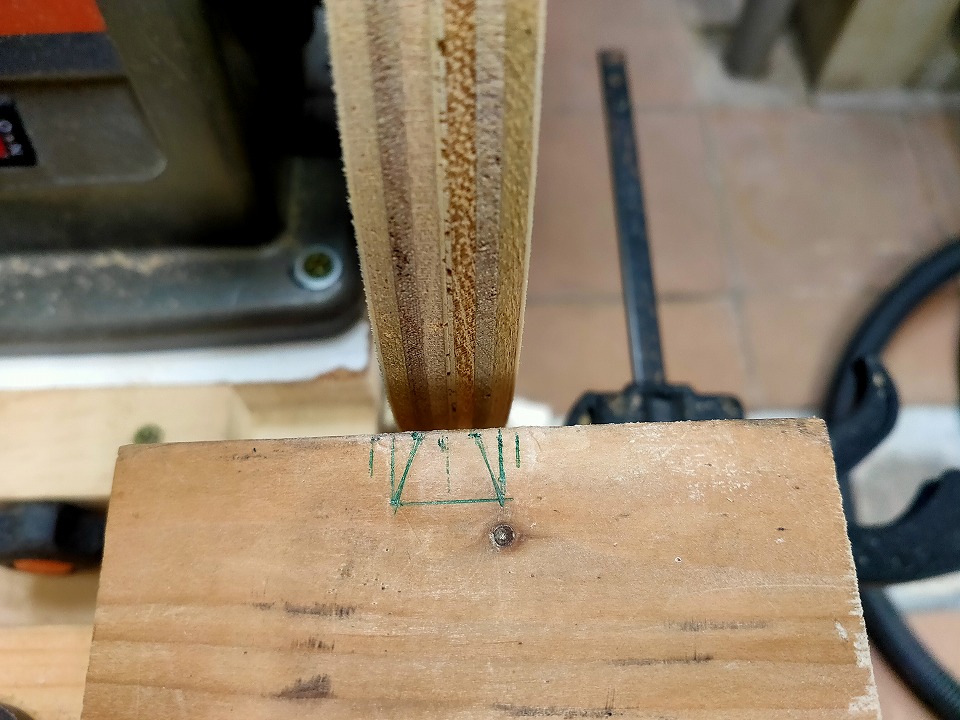
軸受けの中心に釘を刺し、テーブルソーのクロスカットスレッドに固定します。丸ノコ刃と釘までの距離が角をカットする位置になります。軸受けを、釘を中心に回しながら丸ノコでカットすることで均一にカットすることができます。
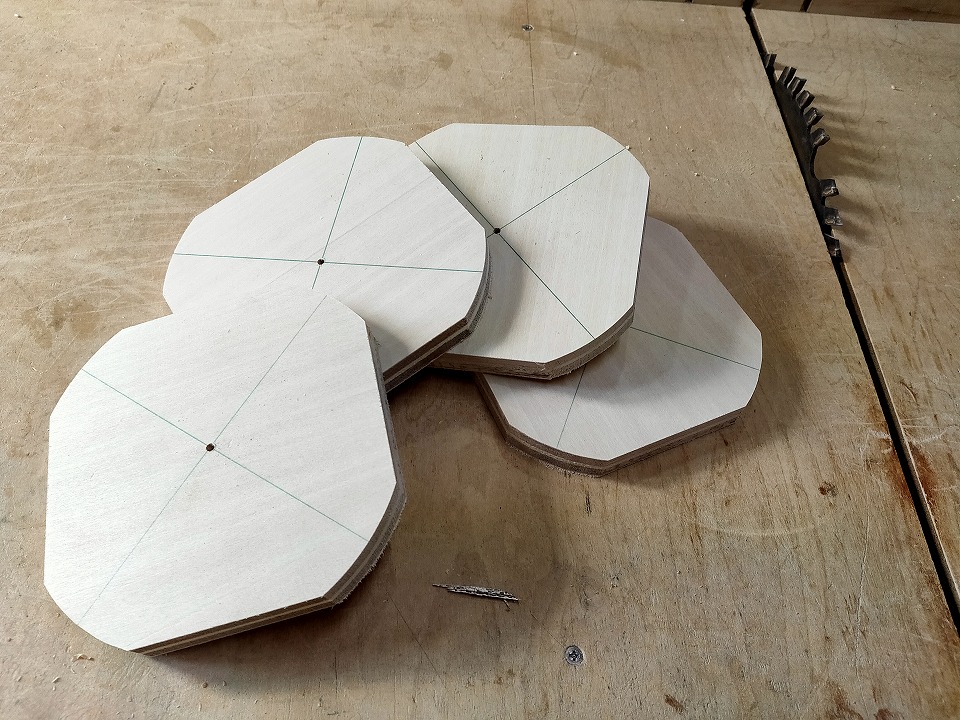
同じようにして4枚の軸受けの角を落しました。

ベアリングの外径40㎜に合わせてΦ40のフォスナービットで軸受けに穴を開けます。

軸受けの中心にΦ40の穴を開けました。
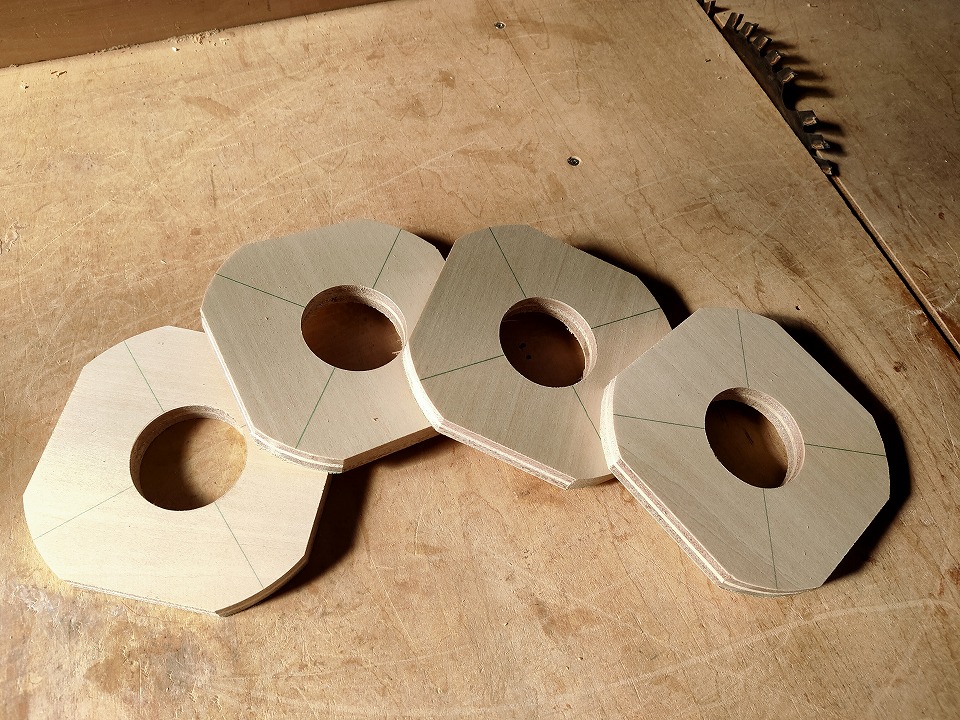
4枚とも開けました。

40㎜のベアリングを嵌めたところ、少し嵌め合いが甘いので内側にボンドを塗り、締まり嵌めになるようにしました。

ベアリングは内径16㎜、外径40㎜、幅12㎜のものを使います。軸受けの板も12㎜なので面一でベアリングが嵌りました。

軸受けをホイールに固定するための下穴を開けます。下穴は軸受けの対角線上の真ん中にしています。

次にホイールとプーリーの位置決めです。2つのホイールとも後で外径を加工するため、プーリーを付けられるようにしておきます。写真のようにプーリーとホイールの位置が狂わないように中心からが外径に線を引き、位置合わせできるようにしておきます。

位置決めをした後、ホイールにシャフトを通す穴を開けます。シャフトは軸受けで受けるためホイールの穴はシャフトに触れないようにシャフト径より大きい径の穴を開けます。ここではΦ22のフォスナービットで明けました。

ホイールに作成した軸受けを取り付けます。この段階は仮止めです。後で軸受けの位置を微調整します。

ホイールの裏側の軸受けはシャフトを通して取り付けます。シャフトが2つのベアリングを通るようにするためです。

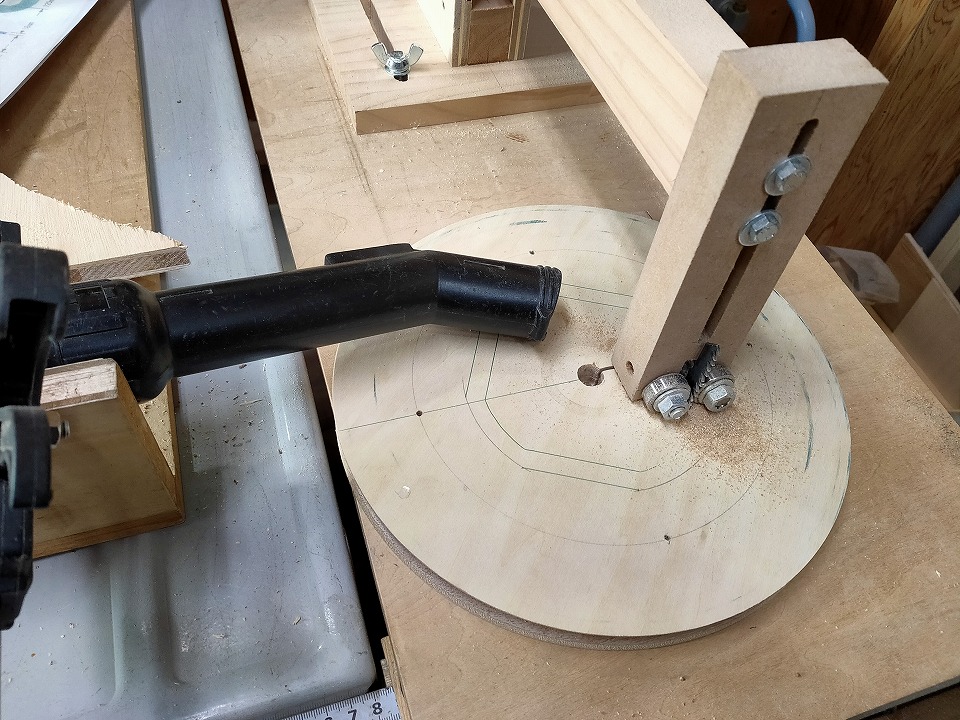
次にプーリーを作成します。プーリーの作成では円板にVベルト用の溝を掘ります。溝を掘るため木工旋盤が欲しいところですが、持っていないので両頭グラインダーの砥石を外して、にわか木工旋盤に変身させます。

プーリーの円板をグラインダーに取り付け、即席の刃物台をこしらえて木工旋盤の出来上がりです。

今回のために木工旋盤用のバイトを購入しました。持ち手部分の長さが約200㎜、バイト(刃物)部分の長さが約100㎜あり、しっかり押さえることができる品物です。買ってよかったです。
刃物台に掘り込む溝の形状を書き込み、イメージできるようにしました。

バイトを使った初めての旋盤加工ですが、うまく溝を掘ることができました。切粉が大量に舞うので防塵マスクは必須です。
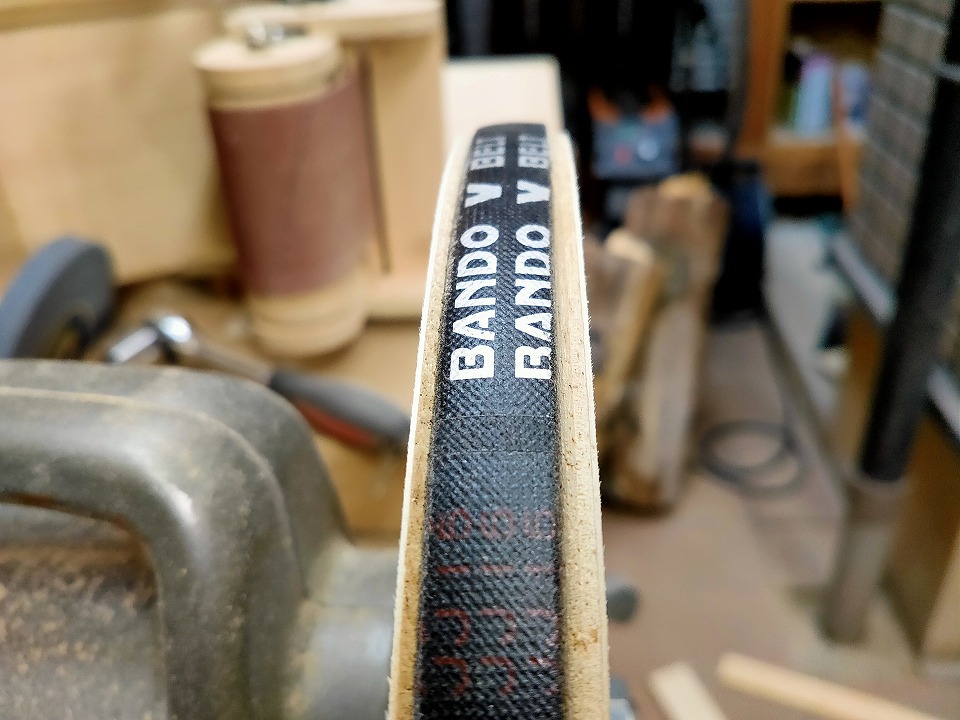
Vベルトを嵌めたところです。ぴったり嵌りました。
プーリーをホイールに取り付けるときに軸受けが干渉するため、中央をジグソーテーブルを使ってくり抜きます。

中心の穴にジグソーの刃を差し込み、軸受けより10㎜オフセットした線に沿ってくり抜きいたところです。

プーリーとプーリーのスペーサーとも軸受け部分をくり抜きしました。

作成したプーリーをホイールに取り付けます。このとき、上述した位置決めに沿って取り付けました。
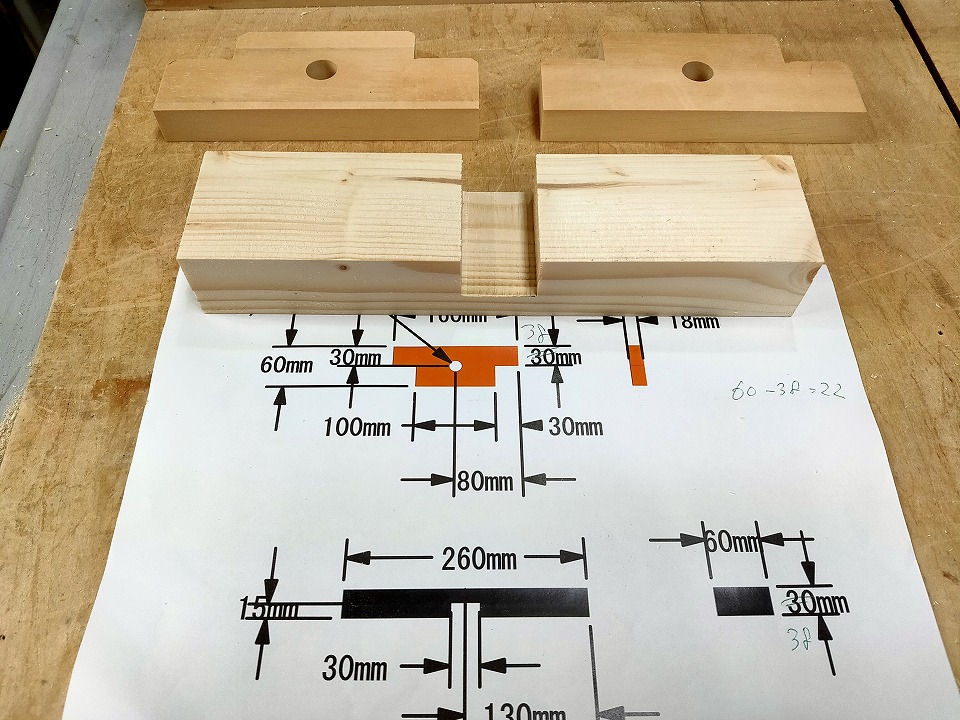
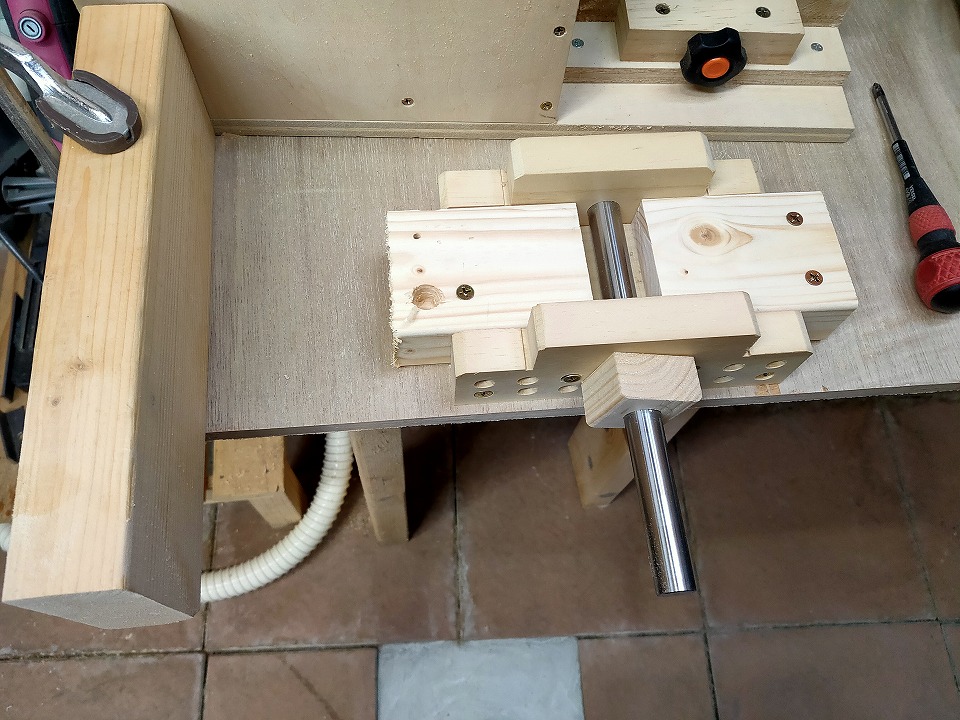
次に、フレームのボトム側のシャフトを固定するための軸受けを作成します。写真上の2つがシャフト固定用の軸受けで、写真下がシャフト軸受け板を固定するための部品です。
ホイールの外径の加工に入るので、またもや木工旋盤もどきを作ります。先ほど作成したシャフト固定用に軸受けを利用します。
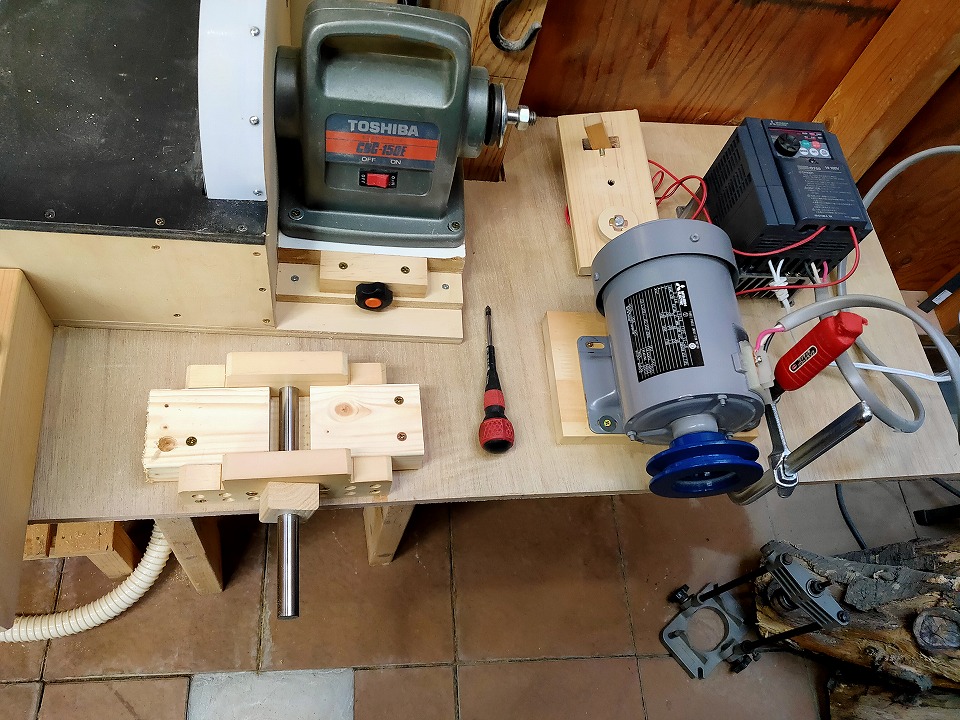
木工旋盤もどきの横にモーターとインバーターを設置しました。モーターは三相200V用誘導モーターなので家庭用単相100Vで回せるようにインバーターを使います。

ホイールとモーターのプーリにVベルトをかけて準備完了です。これからホイールを真円になるように研磨し、断面を楕円にします。
動画でその様子をご覧ください。

ホイールの断面です。わずかに楕円にしています。こうすることでブレードが安定して回転できるようになります。
