サンドブラスターを自作してみるの7回目になります。

前回までの振り返りです。
キャビネットの窓を製作(完了)しました。

メディア(研磨材)の循環の仕組みの設計
サンドブラスターでは、ブラストガンからメディア(研磨材)を高速で対象物表面に吹き付けて研磨します。吹き付けた研磨材がキャビネット下の一か所に集まり、再度その研磨材が吸い上げられてブラストガンから出ていくことを繰り返します。つまり、研磨材が循環する仕組みになっています。
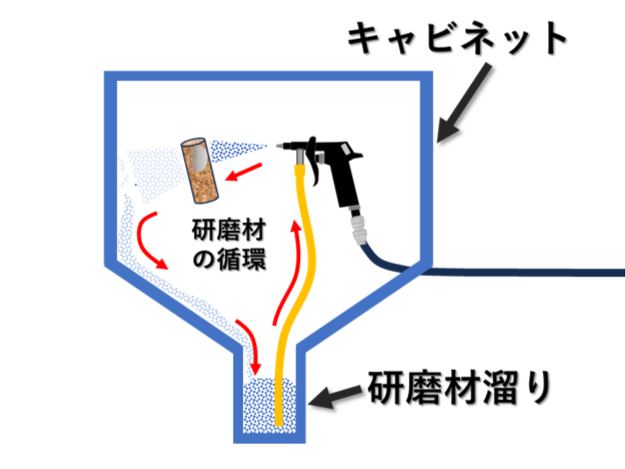
一般的なキャビネットは、下部が漏斗状になって研磨材が集まるようになっています。
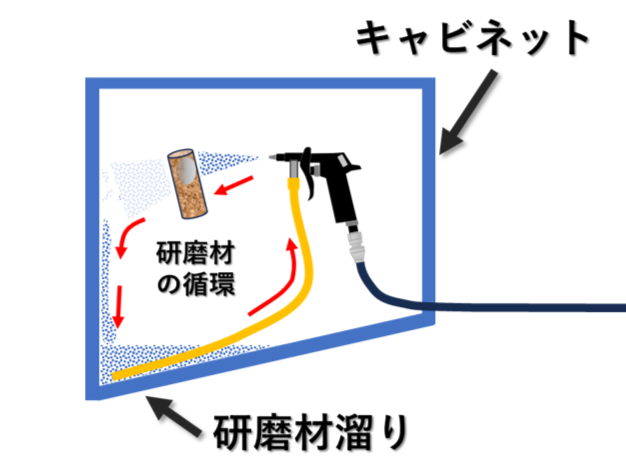
今回、製作するサンドブラスターでは、漏斗状にせずに片流れ状にしようと思います。そのためには片側だけ底上げした板を斜めに設置する必要があります。そこで、斜めの板の形状はキャビネットを斜めにカットした断面形状になります。現物合わせで寸法を測るには、なかなか難しい課題です。そこで、3D CADの出番です。3D CAD(DesignSpark Mechanical)上でソリッドモデルに対して斜めにカットした断面形状を求めることはお手の物です。
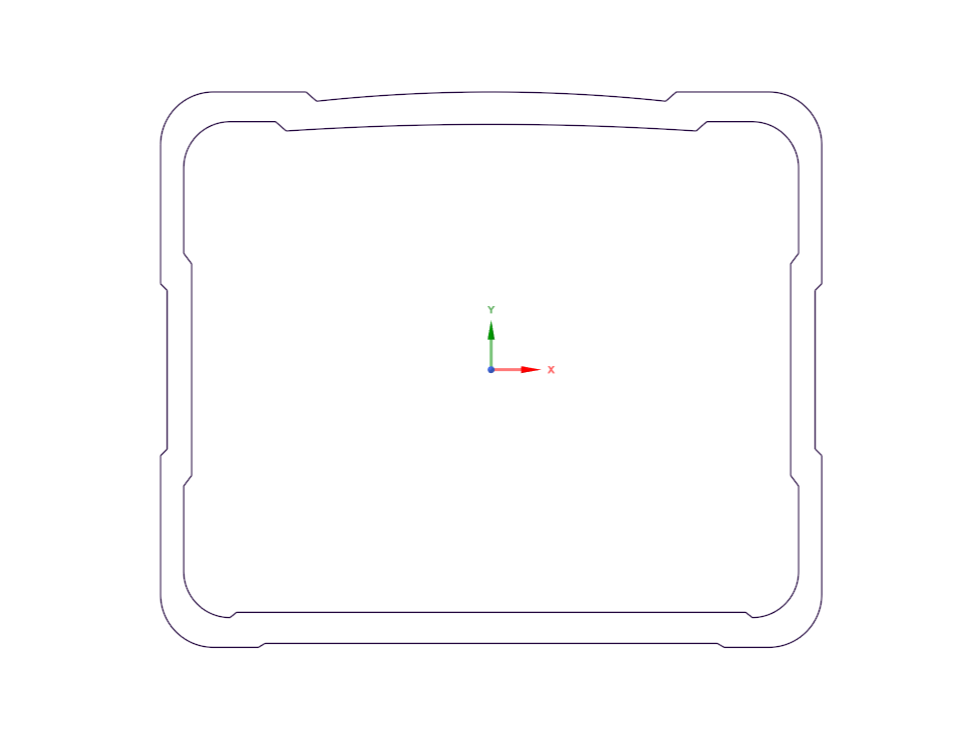
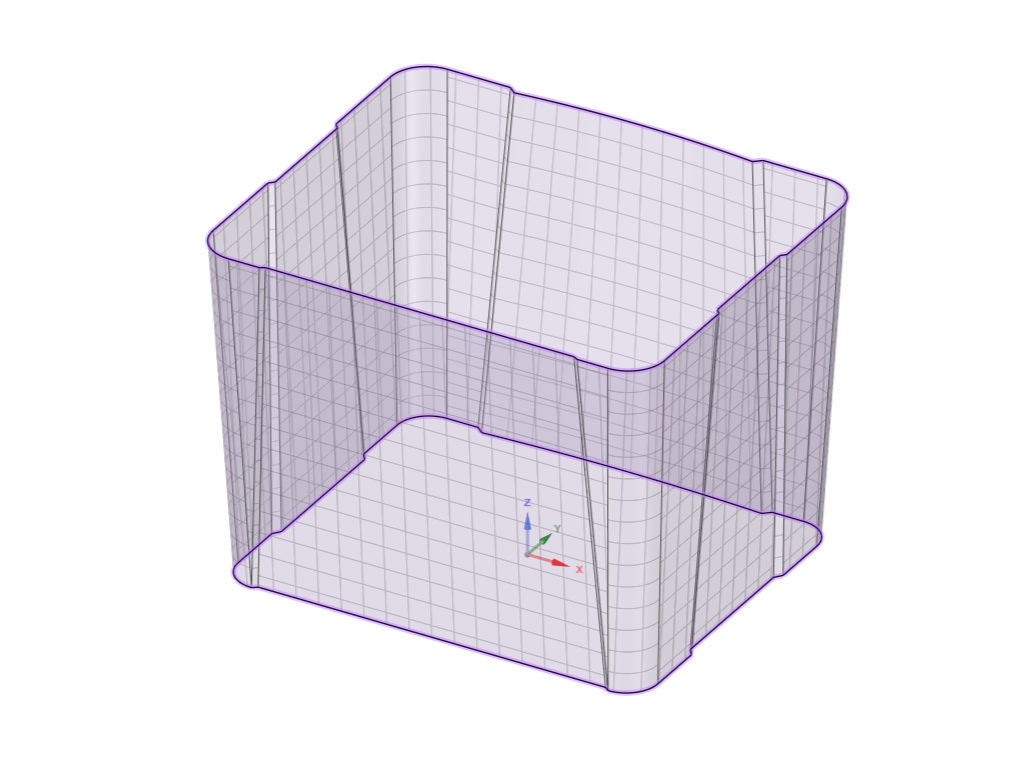
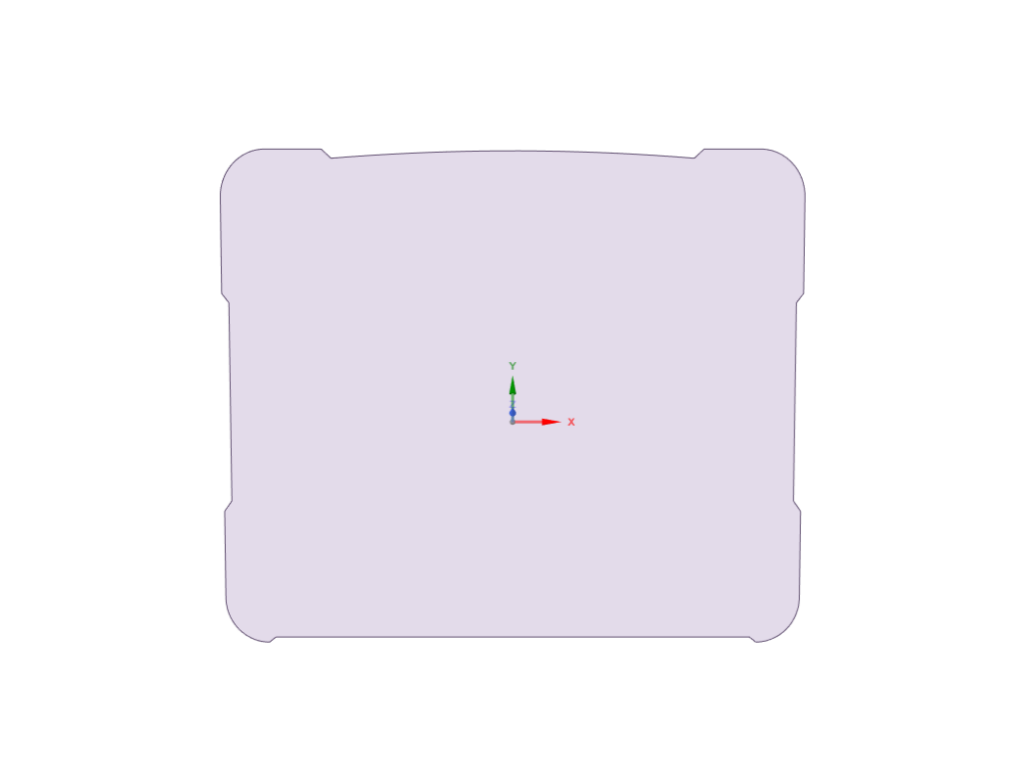
最初にキャビネットの内側の底面と上面の寸法を測り、CAD上で寸法通りの線を引いていきます。図面の内側の線が底面で外側の線が上面の形状を表しています。
この寸法が最も重要で、その精度がこの後の作業の誤差になっていきます。
底面の線と上面の線からブレンディングを行います。上下の線分の対を合わせておくと、想定通りのブレンド面ができます。
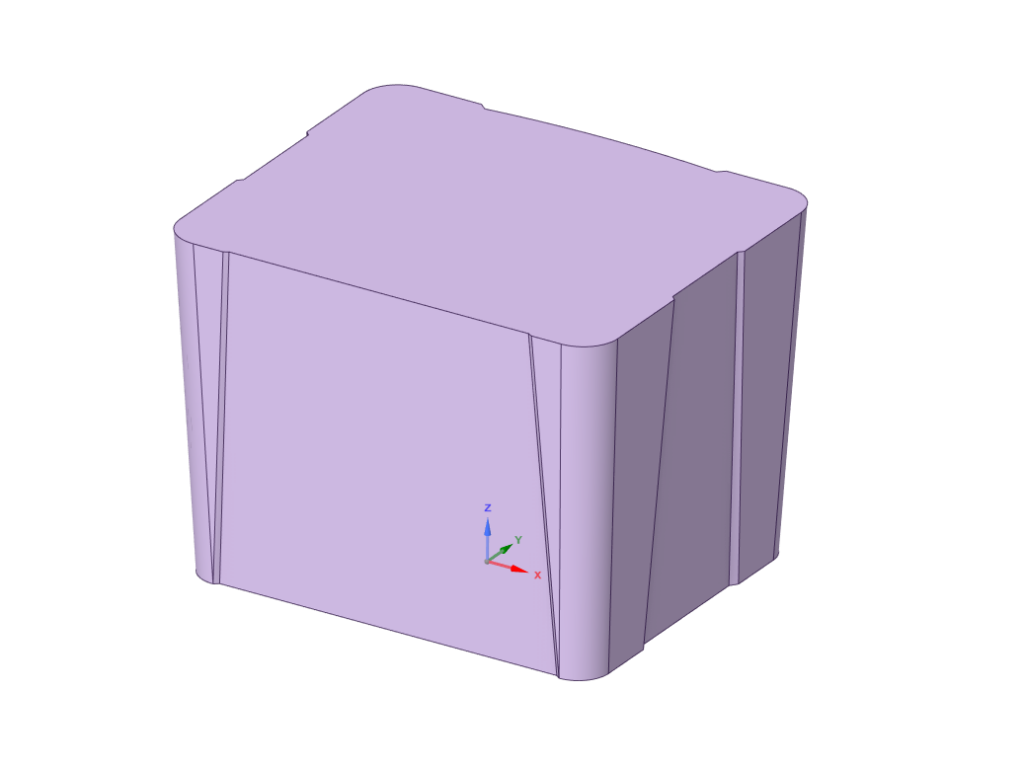
ブレンド面をソリッド化した結果です。例えると、キャビネットにゼラチンを流し込んで固まった形のようなものです。
あとは、包丁で斜めに切った形状をCADで操作してやればよいわけですね。
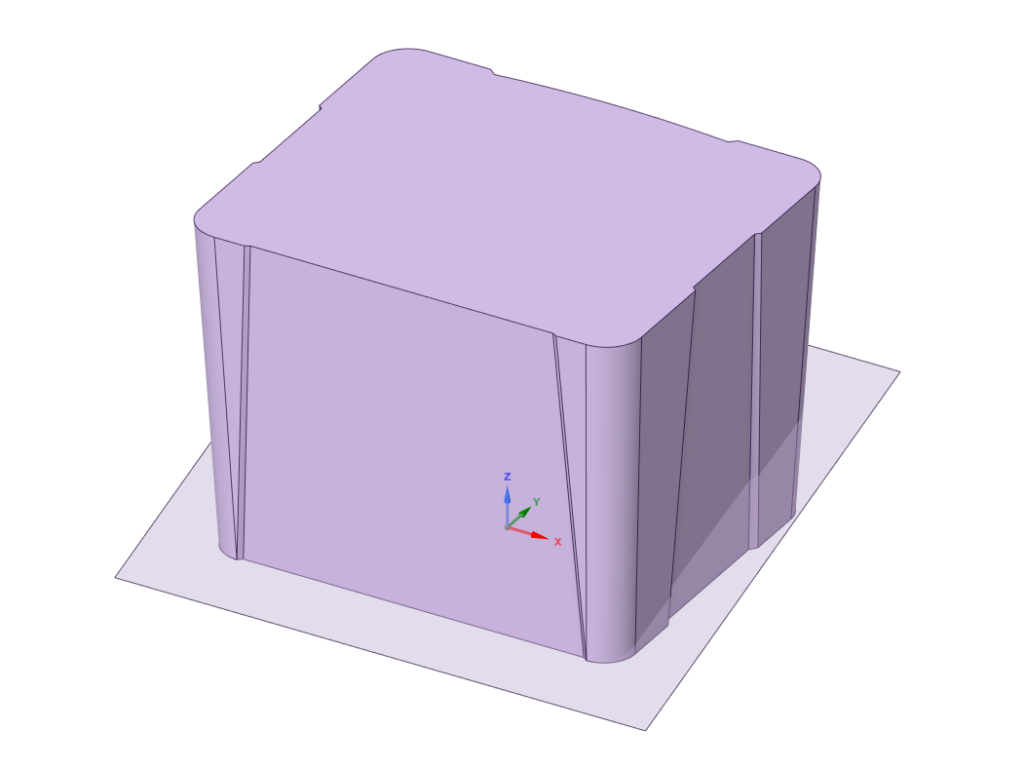
包丁に当たる平面を作ります。後ろ側が120㎜底上げしています。この平面でカットした断面をCADで計算してもらいます。
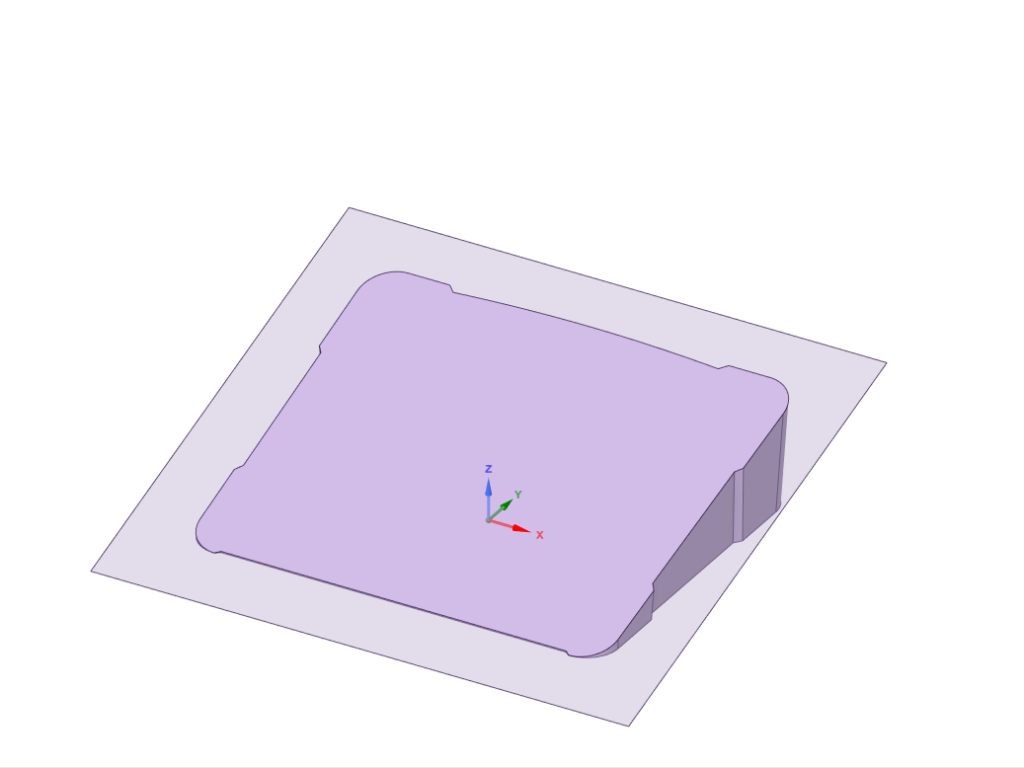
ボディの分割というコマンドで、ソリッドを平面で分割しました。欲しい断面が出てきました。この断面を抽出します。
断面を抽出しました。
この断面はディスプレイに表示されているだけなので、これを型紙にするために実物大で印刷します。
実物大で印刷するには、ちょっとしたコツがあります。手順は以下の通りです。
コツは、最初に実物大のデータでPDFファイルを作成することです。そのPDFファイルをポスター印刷で複数枚に分割して印刷します。
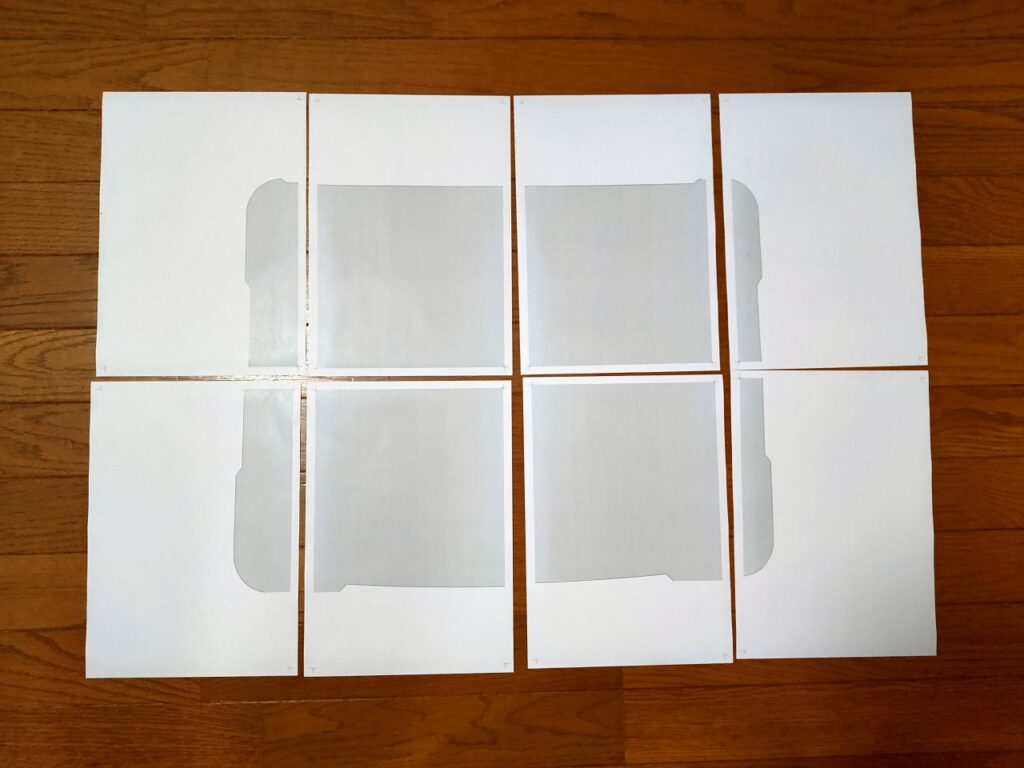
これが実物大でポスター印刷した結果です。タイルマークが印刷されていると、貼り合わせるときに位置合わせがしやすいです。
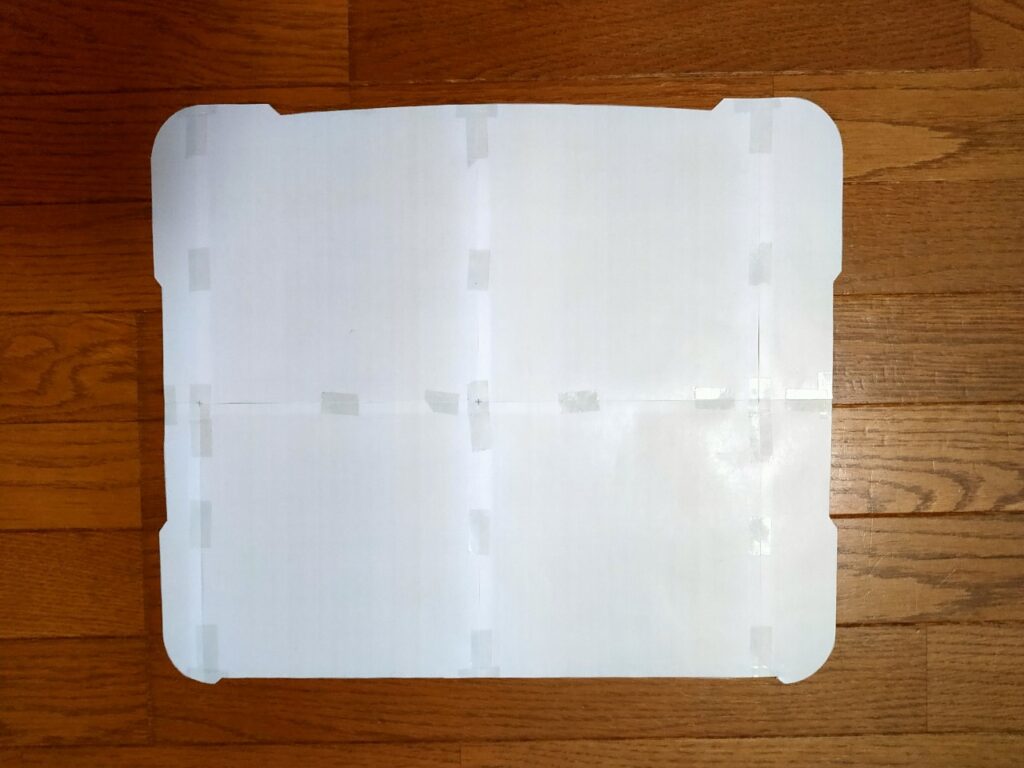
セロテープで貼り合わせて、切り取ったところです。これが型紙になります。
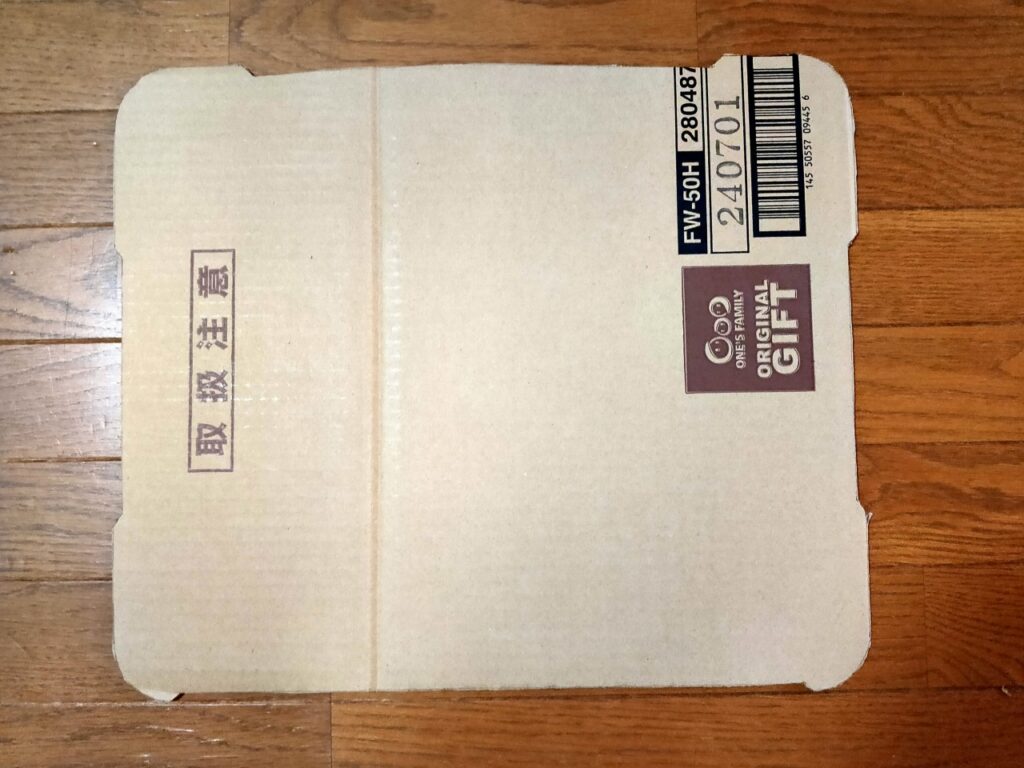
事前確認のために段ボールを型紙に合わせて切り取りました。これで想定通りか確認したいと思います。
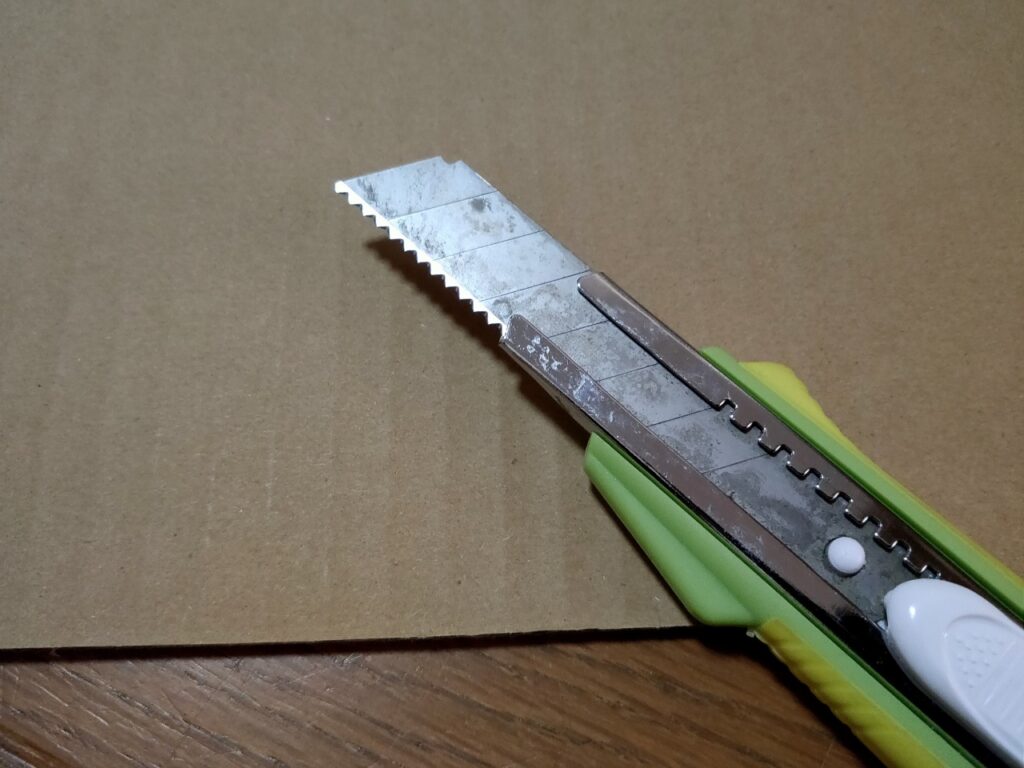
ちなみに、段ボール専用のカッターで切ると簡単に力いらずで切ることができます。カッターの刃がのこぎりのようにギザギザしていますね。刃を長めに出して、のこぎりのように切ると切りやすいです。
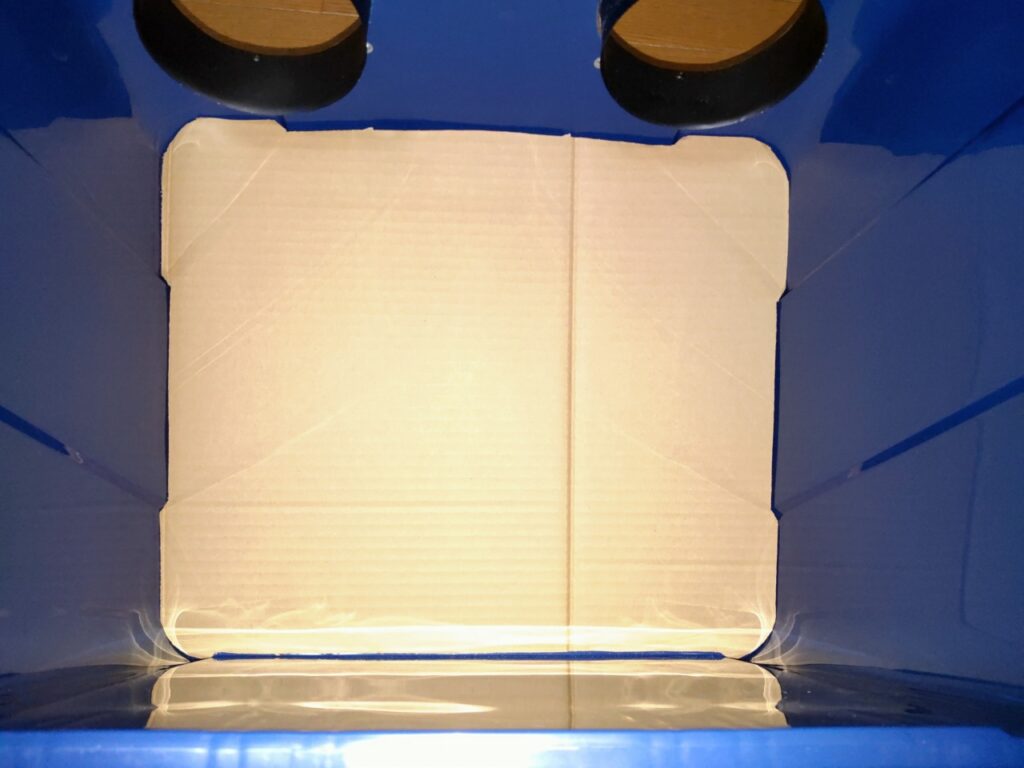
確認用に切った段ボールをキャビネットに設置してみました。写真上側が120㎜ほど上げ底になっていて、写真下側は底にベタ付きで傾斜している状態です。周囲の隙間も僅かで、なかなかいい感じにできています。
今回はここまでです。次回は、型紙を使って薄合板で底板を作成する予定です。
作業時間:5.5時間
費用一覧
ここまでで自作サンドブラスターに要した費用一覧です。
第7回作業の追加費用は、ありませんでした。
| 項目 | 費用 | 備考 |
|---|---|---|
| M4×12 皿小ネジ | ¥90 | 10個入り |
| 2.3×8 皿ネジ | ¥129 | 30個入り |
| ステンレス製トンボ | ¥195 | 8個入り |
| サンデーPET PG-1 透明 | ¥871 | 450×300×1 |
| PURE PACK S30-45 100枚入 | ¥982 | 0.03×300×450 |
| ホースバンド 締め付け範囲 8-22㎜ | ¥108 | 1個 |
| TOYOX製スーパーテトロンホース内径9㎜ | ¥319 | 1m(切り売り) |
| PAOCK製スポットブラストガン SBG-4PA | ¥1,980 | 在庫処分品 |
| DSLソケットL(Rc1/8) | ¥687 | 1個 |
| DSLプラグL(R1/8) | ¥237 | 1個 |
| ステンレス製ホースバンド12.7×130-152 | ¥724 | 2個 |
| IRIS 密閉バックルストッカーKB-540 | ¥2,508 | 69L 548×498×470 |
| KINOKINO 汎用サンドブラスト ロング 手袋 | ¥1,584 | セール品 |